This is the sixth in a series of articles that will highlight contributions of Milwaukee-area industry to the war effort during the World War II. Many thousands of Milwaukeeans, men and women, helped to provide the munitions to make Victory possible.
This episode covers more of the dozens of Milwaukee-area companies that provided the United States and its allies with the munitions, equipment, and supplies for the war effort. Collectively, along with other manufacturing companies across the United States, they were called America’s ‘Arsenal of Democracy,’ and they helped achieve Victory in Europe and Victory Over Japan.
This chapter discusses the important contributions of Allen-Bradley, Ladish, and Milwaukee Electric Tool. Their contributions were significant and aided the Allies during WWII in some unique ways.
The need for a better mechanism to control electric motors provided the inspiration for young Lynde Bradley to develop a better motor controller. Engineer Alton J. Shaw introduced a new design for an overhead crane, using three separate motors to move and lift loads. The device established a need to control movement precisely.
Bradley was only 14 years old when he developed his first compression rheostat. Bradley’s carbon disc compression-type motor controller enabled precision control of the electric motors used for lifting loads, as well as for the movement of industrial cranes. In 1903, Lynde Bradley and Dr. Stanton Allen founded the Compression Rheostat Company to market the device. They were joined by Lynde’s brother, Harry, the following year. The team initially operated out of space in the Pfeiffer & Smith machine shop, located on Clinton Street (now South First Street) just north of Greenfield Avenue. Soon they also rented office space on the second floor of a grocery store, also located on Clinton Street.

There was a large and growing market for an effective means of controlling electric motors. The Compression Rheostat Company developed motor controls for many other applications, including medical and dental equipment.
The name of the company was soon changed to the Allen-Bradley Company. In late 1916, following the death of George H. Smith, Allen-Bradley purchased the machine shop from Charles Pfeiffer. Its product line grew to include automatic starters and switches, circuit breakers, relays, and other electric equipment. Sales increased dramatically during the First World War due to government orders.
In the 1920s, the company developed a line of miniature rheostats to support the rapidly growing radio industry. It also developed foot-controlled switches for sewing machines made by Singer and other manufacturers.
Despite the pressures of the Great Depression, Lynde Bradley supported an aggressive research and development approach intended to “develop the company out of the Depression.” Lynde Bradley’s R&D strategy was successful. By 1937, Allen-Bradley’s employment had rebounded to pre-Depression levels.
Two company innovations were particularly important. A solenoid-operated electric motor starter was developed by Gustav O. Wilms and Albert J. Dawe, and a process for hot-molding resistors, invented by a team led by George Megow.
The switch that controls an electric motor is generally known as a motor controller or motor starter. While a simple switch is adequate for very small motors, larger more powerful electric motors to require devices that are able to handle the required voltage and currents. They are often provided for remote operation, overload protection, speed control, and other functions. Importantly they typically are designed to open upon loss of power, so that the machinery they are connected to will not automatically restart when power is again available, which would be a safety concern.
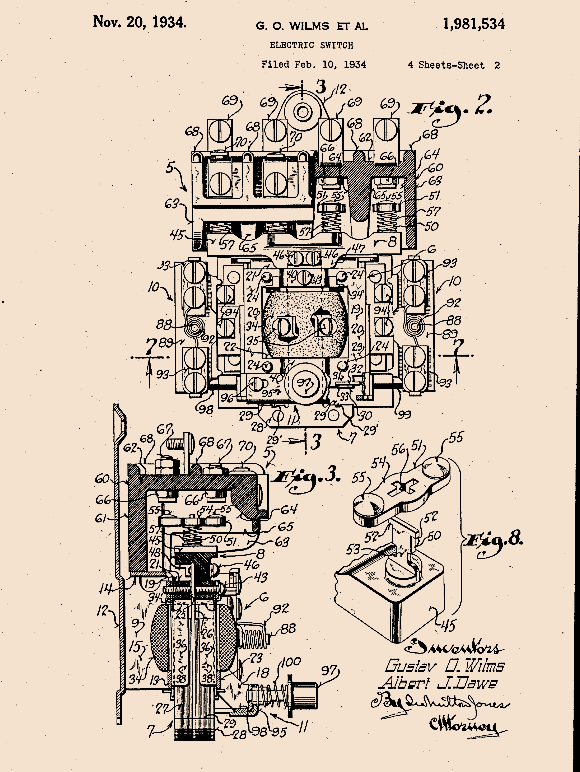
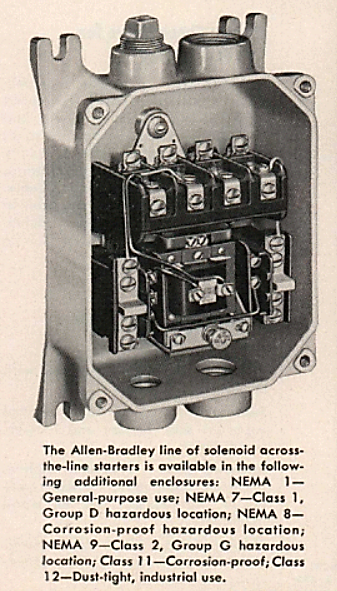
Allen-Bradley introduced this line of motor starters in 1937. Previous switches of this type had a large number of moving parts connected through linkages and cams. The new Allen-Bradley switch, on the other hand, had a single moving part—a solenoid. It also used cadmium-silver contacts that never needed to be adjusted.
The company’s new product line of motor controls was incorporated into electrical control panels that helped to automate many of the new factories that were being built to meet the country’s needs during wartime.
At about the same time, Allen-Bradley engineers invented hot-molded fixed resistors and also used its hot-molding process to produce other electronic devices.
A team led by George Megow discovered (by experiment) the right blend of silica, resin, and carbon to encapsulate resisters, and then developed the machinery to crank them out in quantity.
This innovation might seem like a small thing and, as the illustration reveals, these were small devices. However, the reliability of the device set Allen-Bradley’s electronics apart. The company has produced untold billions of its hot-molded resistors in.
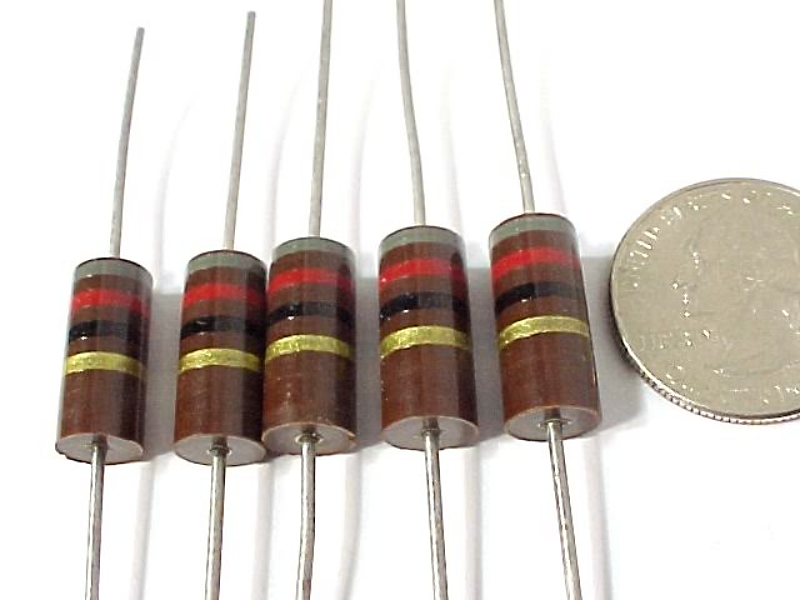
Encapsulated in this way, Allen-Bradley’s resistors are impervious to the elements, which made them particularly useful in the conditions experienced by the military. They are also very accurate—the manufacturing process made them almost completely “uniform from one resistor to the next, million after million, and long term in-circuit performance can be predicted with usable accuracy.” These A-B resistors and other hot-molded electronic components were used in many military devices, including radar systems, walkie-talkies, field radios, and various aircraft instruments. In addition, the company’s switches and relays went into aircraft, jeeps, tanks, ships, and submarines.
During the Second World War, eighty percent of the company’s orders were war-related. The company experienced heavy demand for its industrial controls and for its electrical components or “radio parts,” which were used in a wide range of military equipment. Allen-Bradley expanded its facilities several times to meet wartime production requirements. Employment increased from 550 during the depths of the Depression, to 1,300 at peak.
Today, Allen-Bradley is the brand-name of a line of factory automation equipment owned by Rockwell Automation. Rockwell is now headquartered in Milwaukee. The company manufactures human-machine interfaces, programmable logic controllers, sensors, safety components and systems, software, drives and drive systems, contactors, motor control centers, and systems of such products.
Johnson Service Company was founded by Warren S. Johnson, who developed a pneumatic temperature control system for buildings in the late 1880s. During WWII, the building controls produced by the company (now known as Johnson Controls), was classified by the U.S. Government as “essential” to its effort to save fuel in its buildings for much-needed fuel for combat missions. In addition to its continued production of building temperature and humidity control products, the company produced a number of specialized instruments for use by the military—among them were a device used to detect leaks in barrage balloons, an “echo box” used to calibrate radar equipment, and the radiosonde, a device that made weather measurements at high altitudes and radioed them back to ground receivers.
The armed forces called on the Johnson Service Company (Johnson Controls’ former name) to produce helium/hydrogen leak detectors. These leak detectors devices were used to detect leaks from barrage balloons used above military installations, ships, and landing barges. A barrage balloon is a large unmanned tethered balloon used to defend ground targets against aircraft attack by dive bombers. The balloons flew at heights of up to 5,000 feet and were tethered by steel cables, which posed a severe collision risk to aircraft, making the attacker’s approach more difficult.

One of the first instruments produced by Johnson Service Company for the defense efforts was the manufacture of the echo box, a portable, self-contained piece of test equipment used to check the overall performance of a radar set. In 1943, Johnson, in cooperation with MIT, became involved in the research and development aspects of this equipment. Before long, Johnson Service became the major development and production source for echo boxes in the country.

In 1944, the Army Signal Corps called on the Johnson Service Company to produce radiosondes, a sensitive piece of equipment used in weather forecasting, as an aid for combat pilots encountering unknown flying conditions. The radiosonde, carried aloft to a height of over 15 miles by a helium balloon, broadcasts information on the humidity, temperature, and pressure at high altitudes. The instrument was then dropped by parachute, to allow data to be recorded, before it was used again. Johnson Controls International PLC is headquartered in Cork, Ireland. The multinational conglomerate produces fire, HVAC, and security equipment for buildings. The company’s building controls division continues to be located in Milwaukee.

Forging is one of the oldest known metalworking processes. The blacksmith shapes iron and steel using a hammer and anvil—a basic forging process. If done properly, forging can produce a piece that is stronger than an equivalent cast part. As the metal is shaped during forging, its internal grain deforms to follow the general shape of the part—resulting in a product that has improved strength characteristics.
By the 1800s, industrial forging had developed well beyond the blacksmith’s hammer. A weight was raised and then dropped on the hot workpiece to form it according to the shape of a die. These drop forges were generally powered by steam. The lifted weight (or hammer) was typically in the thousands of pounds.
Milwaukee industry was fortunate to have the services of several competent drop forges run by the various members of the Obenberger family. Perhaps the largest of these companies was the Obenberger Drop Forge. John Obenberger founded the company in 1902. Obenberger soon decided to specialize in forgings for the developing automotive industry. The crankshafts and connecting rods used in their internal combustion engines benefited from the extra strength of forgings. Other automotive components, such as drive shafts, also required a higher strength from forged steel.
The need to attract investors for the expansion interested the Herman Ladish of Ladish Malting. By 1915, Herman Ladish owned seventy-six percent of the business and changed the name of the company to Ladish Drop Forge the following year.
In 1917, the company had three drop-hammers in operation. By 1927, Ladish had thirty steam hammers and called itself “the axle forger to the auto industry.” It was also doing business for tractor and railroad companies. In the 1930s, the company introduced forged industrial pipe flanges and started the production of brake drums for the aircraft industry and aircraft parts.
The business greatly expanded during the Second World War. Among other things, Ladish forged parts for aircraft landing gear, propellers, crankcases for aircraft engines, tank treads, tractor gears, diesel drive shafts, and nose cones for bombs. Toward the end of the war, the company began forging parts for jet engines using heat-resistant alloys.
Interestingly, German forging capability significantly exceeded that of the United States. While Germany was precluded from access to its largest iron mines by the Treaty of Versailles, the county had plentiful sources of magnesium. Magnesium could be turned into aircraft structural elements at a significant weight reduction to aluminum. However, magnesium possesses limited-slip planes, which makes it difficult to forge the metal without cracking. To overcome this, German forgers developed hydraulic forging presses, which allowed them to fabricate parts with slower deformation rates and eliminate the cracking issue.
As World War II unfolded and Allied forces eventually were able to examine downed Luftwaffe aircraft to determine their enabling design features, it was discovered that they made extensive use of forged magnesium parts. The Allies did not possess the capability of forging such parts.
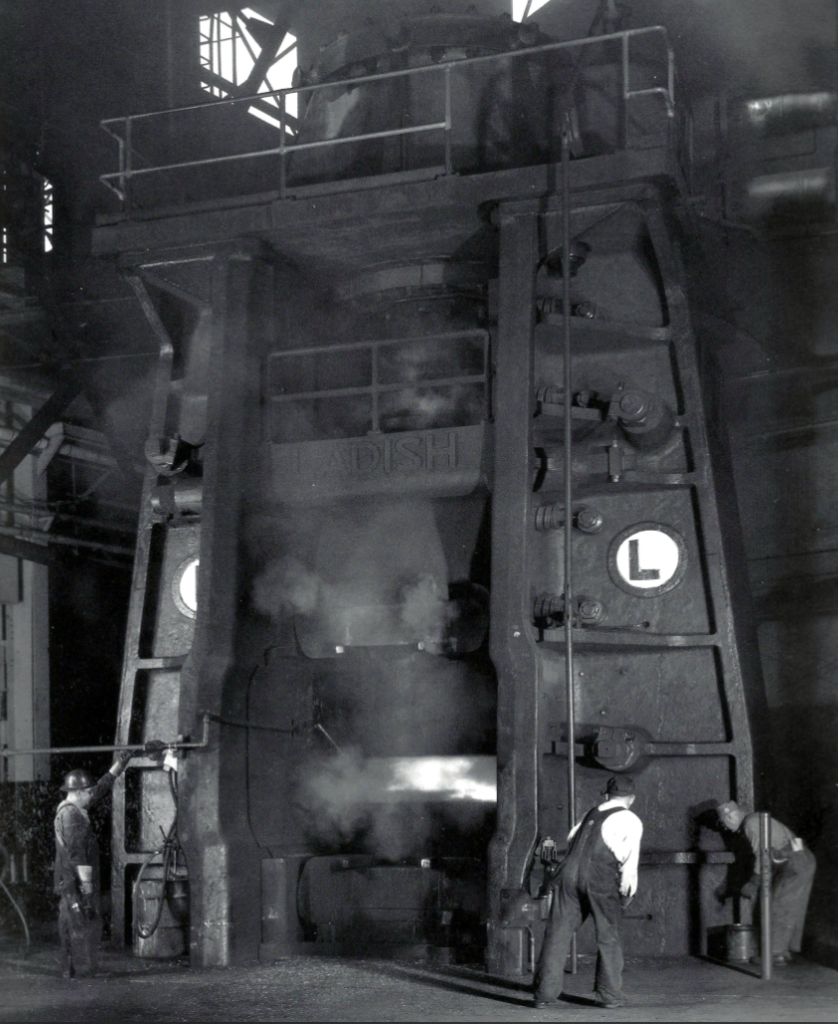
As the Second World War was ending on the Eastern Front, Ladish company president Victor Braun was invited to participate with a delegation of American industrialists to tour German industrial facilities. He discovered that German engineer, Hans Beche, had invented a counterblow forge hammer, which could apply significantly more force than anything the Allies had in their industrial arsenal. In a counterblow forge hammer, both halves of the die are driven together, with the workpiece between them. Since the forces of the two halves largely off-set one another, the foundation requirements are reduced. By 1949, Ladish took delivery of the largest Beche hammer at the time, rated at 80,000 meter-kilograms.
This massive hammer, and others that were to follow, gave Ladish unprecedented forging capabilities—capabilities that have resulted in the company forging large parts requiring massive forces, including gas turbine wheels and nuclear reactor vessels.
In 1949, Victor Braun made another key acquisition. He hired Otto F. Widera, a German engineer, to oversee design activities for Ladish. Widera designed and built what continues today to be the world’s largest and most powerful hammer, designated Hammer #85. It is rated at 125,000 meter-kilograms and can handle forgings up to 50,000 pounds. The massive, five-story machine was completed in 1959. It provides Ladish with unique capabilities to handle large workpieces for the most demanding applications.
Ladish was acquired by specialty metals maker Allegheny Technologies Inc. (ATI) in 2010 and continues to operate in Cudahy as ATI Forged Products.
In 1918, Henry Ford approached a young manufacturer named Arno H. Petersen with a request to produce a lighter, smaller one-quarter inch capacity power drill. Ford was interested in a portable, easily handled power drill that could be used on his automobile assembly lines.
At the time, Petersen’s company had been producing tools and dies—some of which were for the Ford Motor Company. Peterson jumped at the chance to develop a drill for Ford Motor Company. His team developed the “Hole-Shooter,” a small yet powerful drill powered by a Westinghouse electric motor. The drill weighed five pounds and was light enough to be used by assembly line workers in the automotive industry. Ford was enthusiastic about the new drill because the drills in use at the time were much heavier and only the strongest mechanics could use them productively.
In 1922, Petersen founded the A.H. Petersen Company to manufacture the company’s newly engineered hand drill. Petersen hired Albert F. Siebert as sales manager. A fire destroyed the manufacturing facility the following year, causing a financial setback and forcing the company into bankruptcy. Siebert and his partner Ray Beckwith acquired the company’s assets at auction. They called their new the company “Siebert and Beckwith.” Soon the partnership dissolved and Siebert incorporated the company under the name Milwaukee Electric Tool Corporation. The company’s operations at that time were located in a corner of the Kempsmith Milling Machine Plant in West Allis.
A series of changes and improvements were made to the Hole-Shooter, making it more durable. Bronze bushings, spur-gear drives, cords, and switches were replaced with stronger components. The result was a robust device that won acceptance in automotive and heavy metalworking industries. Based on the success of the ‘Hole-Shooter,’ Milwaukee Electric Tool introduced electric sanders, polishers, an electric hammer, and portable hand grinders. In addition to improving its tools, the company also expanded its facilities to manufacture its own fractional horsepower motors. Their new electric motors had improved overload capacity and increased performance—leading to lower maintenance and longer tool life.
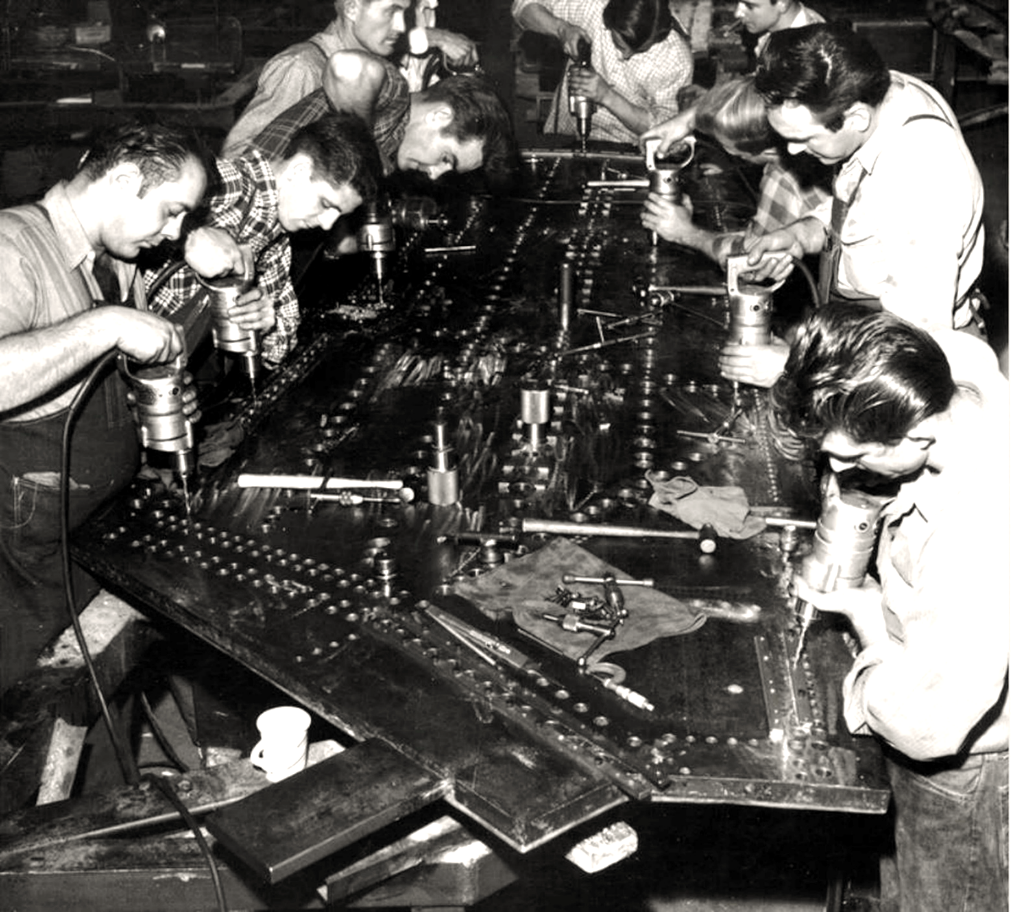
The Second World War created a large demand for the company’s portable power tools. Hole-Shooters were used extensively in the manufacture of airplanes. Many new product lines were also developed during this time.


Tom Fehring has written extensively about Milwaukee-area industry, highlighting innovation that resulted in the formation of numerous companies that employed hundreds of thousands of Milwaukeeans. His latest book, entitled “The Magnificent Machines of Milwaukee,” is available for sale at the Milwaukee County Historical Society, Historic Milwaukee, Boswell Books, and on Amazon.com.
